
- 供应
- 求购
- 公司
控制阀附件的端口入线应自下而上接入,不应反接,以防进水损坏零部件。如果电缆必须自上而下接入,应适当加长电缆,保证在进入接线口以前有一个U形弯曲。使雨水不致进入辅助仪表中。如果使用穿线管,在U形弯曲的下部应留有排水口。当电缆从仪表电缆桥架引出时,应注意穿线管在桥架上的接口方向,管口决不能向上;并应对管口进行密封,消除进水的可能性。控制阀的类型、材质、与管道的连接方式,附件的选择、招标文件的准备、评标、技术合同的签订、、维护是一个繁琐复杂的过程,任一环节出现漏洞,均可能影响到控制阀的使用。

1 生产工艺流程及工艺要点生产工艺流程为:坯料锯切坯料加热穿孔轧管微张力减径冷却矫直切管包装交货。

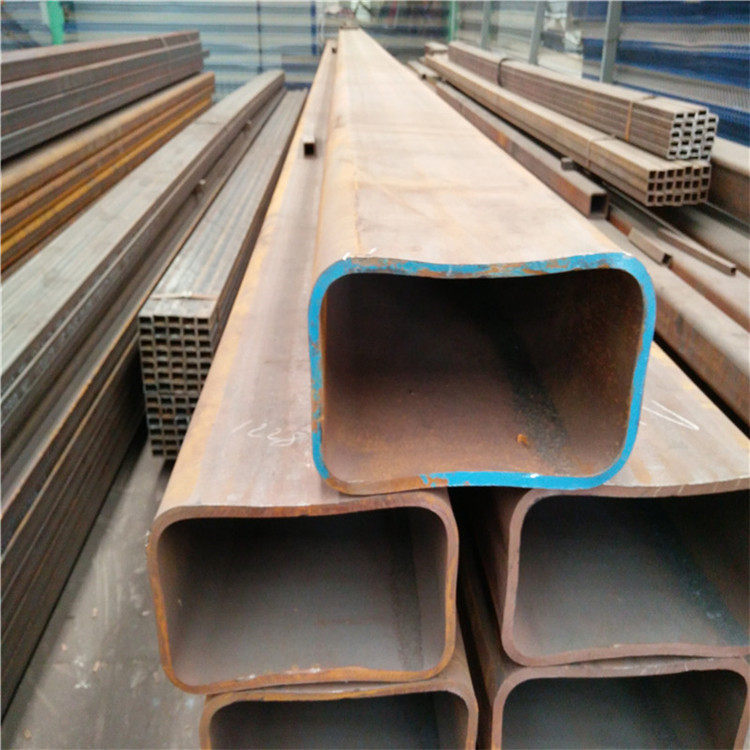
2 工艺参数的确定及孔型设计该厂使用¢120mm连铸坯料轧制生产114mm×22mm钢管时,钢管的壁厚系数较大,使定径后的钢管横向壁厚不均,造成钢管的内表面出现的“内六方”程度较为严重。

3 实际生产效果减小总减径率和单架减径率以及优化孔型参数后,对114mm×22mm成品钢管进行实物取样,通过实际测量数据,表明“内六方”程度显着降低,达到了 标准,并完全满足用户需求。通过对优化前后所测的数据比较,可以得知,应用优化后的114mm孔型所生产出的钢管“内六方”度量值明显减小。
4 结论生产实践证明,114mm机组三辊式十四架两电机集中差速传动微张力减径机,可以通过减小总减径率和单机架减径率以及选择合理的孔型设计,来减少直至消除微张力减径钢管的“内六方”缺陷。
&nbs 5方管价格沟槽管件连接的优点3.操作简单沟槽管件的连接操作是非常简易的,无需特殊的专业技能,普通工人经过简单的培训即可操作。这是因为产品已将大量的精细的技术部分以工厂化方式溶入到了产成品中。一处管件连接仅需几分钟时间,限度的简化了现场操作的技术难度,节省工时,从而也稳定了工程质量,提高了工作效率。这也是技术发展的总体方向。而传统的焊接和法兰连接的管道连接方式,不但需要有相应技能的焊接工人,而且费时,工人的操作难度大,并存在焊接烟尘的污染。